- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик





Alumina Tube
Semicorex Alumina Tube is a pivotal component in a variety of industrial applications, renowned for its ability to withstand harsh environments and high temperatures.**
Send Inquiry
Product Description
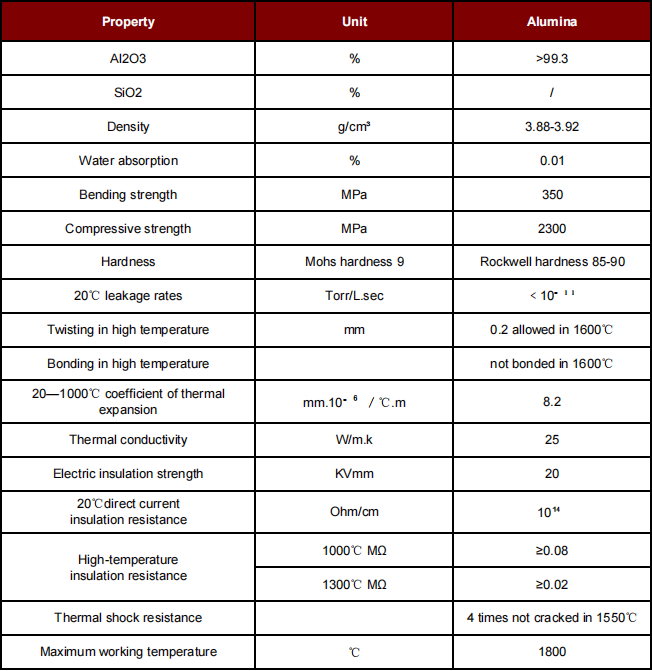
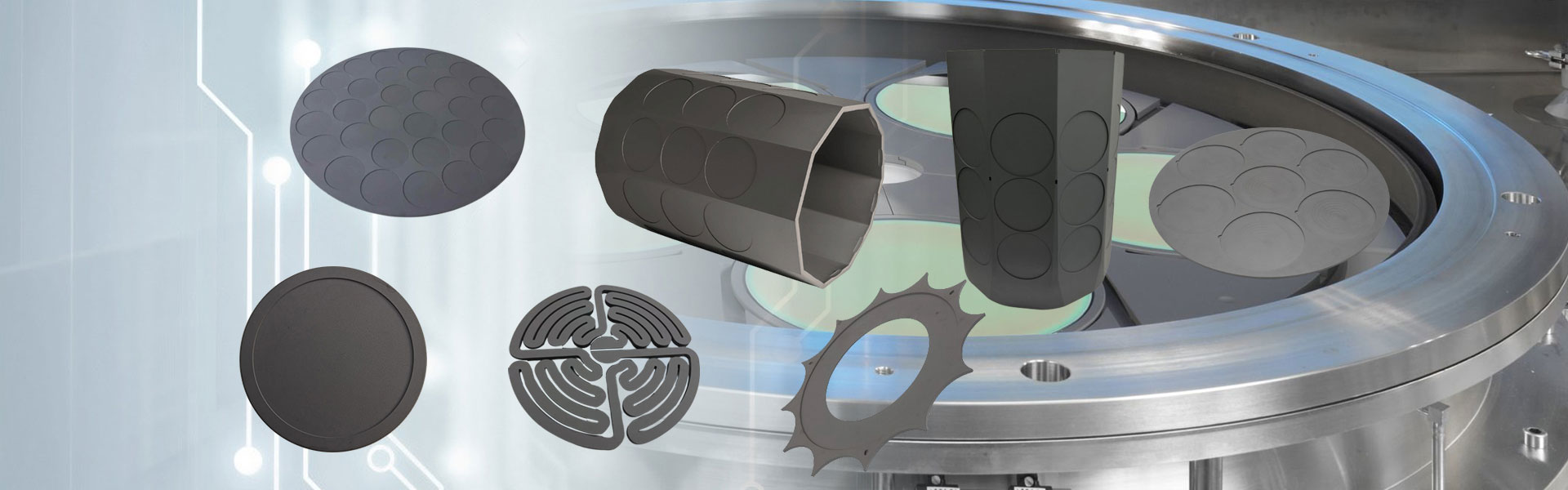
Semicorex Alumina Tube is its ability to function effectively in hostile and chemically aggressive environments, even at temperatures reaching up to 1700°C. This extreme thermal resistance makes Alumina Tube an ideal choice for monitoring the stability and performance of production processes in such challenging settings. By providing robust thermal protection, Alumina Tubes enable accurate temperature measurement and process monitoring, ensuring operational efficiency and safety.
The design of Alumina Tubes as outer protection sheaths further exemplifies their utility. Specifically, closed-one-end tubes are manufactured as a one-piece unit rather than having an end piece fused on. This single-piece construction significantly enhances the strength and reliability of the tubes during operation. By eliminating joints that could weaken under thermal stress or chemical attack, these tubes offer complete resistance to penetration from external atmospheres, providing a secure and reliable barrier in hostile environments.
The seamless design of Alumina Tubes ensures excellent thermal shock resistance, crucial for applications involving rapid temperature changes. This resistance minimizes the risk of cracking or failure, thereby safeguarding the integrity of the measurement or monitoring process. As a result, Alumina Tubes offer a safe, secure, and accurate environment for various industrial applications, particularly those involving extreme conditions.
Alumina Tubes also exhibit excellent thermal resistance properties, enabling them to withstand extremely high temperatures in reducing, inert, or high vacuum conditions. This adaptability to different environmental conditions makes Alumina Tubes a versatile tool in high-temperature applications.
In the realm of ceramic furnace applications, Alumina Tubes are employed as open single-hole tubes. These tubes can endure high temperatures and offer exceptional thermal stability, making them suitable for an array of heat treatment processes. The tubes’ ability to maintain structural integrity and thermal equilibrium ensures the consistency and quality of heat treatment operations.
Furthermore, square Alumina Tubes serve critical roles as corona electrodes in corona treatment applications. Their excellent electrical insulation and corrosion resistance properties ensure that they can effectively withstand the high-voltage environments characteristic of such applications. This electrical insulation capability is crucial for maintaining safety and efficacy during corona treatment processes.
In addition to their thermal and electrical properties, Alumina Tubes boast high mechanical strength and chemical resistance. These tubes can withstand significant mechanical stress and resist degradation from a variety of chemical agents, ensuring longevity and reliability in demanding conditions. Such resilience makes Alumina Tubes a cost-effective solution for industries requiring durable and long-lasting components.
The versatility of Alumina Tubes extends across a wide array of industries. In the metallurgical sector, they are used in high-temperature furnaces and kilns, where their thermal stability and resistance to slag and molten metals are invaluable. In the chemical industry, Alumina Tubes serve as protective barriers and conduits for reactive substances, providing a reliable solution to manage and contain aggressive chemicals safely.
In the field of electronics, Alumina Tubes are utilized in applications requiring high levels of insulation and resistance to thermal and electrical stress. Their properties ensure the efficient and safe operation of electronic devices, even in extreme conditions. The oil and gas industry also benefits from the robust performance of Alumina Tubes, employing them in environments where high temperatures and corrosive substances are prevalent.




Hot Tags: Alumina Tube, China, Manufacturers, Suppliers, Factory, Customized, Bulk, Advanced, Durable
Product Tag
Related Category
Silicon Carbide (SiC)
Alumina (Al2O3)
Silicon Nitride (Si3N4)
Aluminum Nitride (AIN)
Zirconia (ZrO2)
Composite Ceramic
Axle Sleeve
Bushing
Wafer Carrier
Mechanical Seal
Wafer Boat
Send Inquiry
Please feel free to give your inquiry in the form below. We will reply you in 24 hours.